
Quando faccio formazione presso le aziende molto spesso mi imbatto in una problematica che
può rivelarsi molto fastidiosa e che rischia di pregiudicare la riuscita di un pezzo
e con essa il conseguente guadagno.
Parlo di errori che derivano tipicamente dalla scarsa comunicazione tra i reparti e dalla mancanza di consapevolezza di qualche addetto.
PARLO NELLO SPECIFICO DELLE “PROVE” DI PIEGATURA
Ovvero di quei test che a volte è necessario fare per poter “correggere il tiro” sullo sviluppo di un pezzo
in modo il più efficace possibile in fase di disegno.
Come sappiamo ogni azienda ha il suo modo di crearsi gli sviluppi che sono, ricordiamolo, le forme corrette dei pezzi piani che devono rispettare le misure dei pezzi finiti una volta piegati.
Ci sono aziende che ricorrono a vere e proprie “tabelle esperienziali“, ossia pagine di valori di compensazione da inserire sulle linee di piega in base alle proprie rilevazioni fatte nel corso degli anni.
Ma ogni impresa ha il suo “credo”, infatti:
- alcune utilizzano metodi matematici inventati e più o meno efficaci (tipo percentuali da aggiungere in base allo spessore)
- altre che si rimettono al responso dei software
- oppure altre ancora che semplicemente non considerano nulla…

In ogni caso è molto probabile che arrivi un momento in cui le certezze vacillano e si abbia bisogno di fare un test su un pezzo, vedere come si comporta durante la lavorazione della lamiera e riportare i risultati sugli articoli definitivi che andranno in produzione.
Si tratta di un metodo empirico che, nelle intenzioni, dovrebbe mettere al riparo dagli errori su pezzi critici in cui ci sia bisogno di qualità o quantità elevate.
Paradossalmente è proprio in questa fase che accadono le cose più strane e banalmente evitabili solo se si acquisisce la giusta consapevolezza.
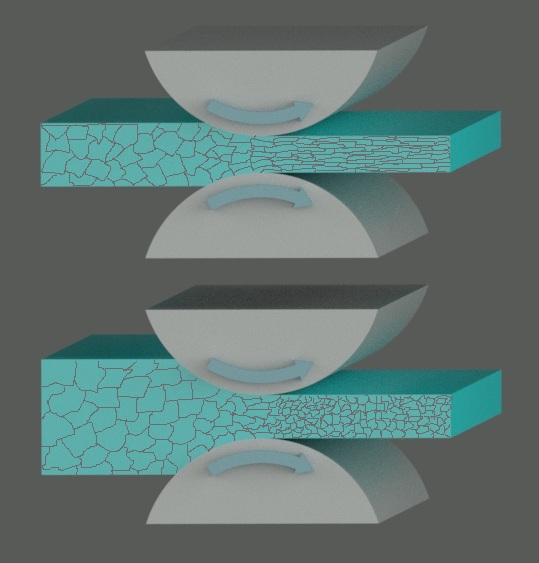
Come dico spesso, la lamiera è un materiale vivo e quindi presenta una serie di variabili più o meno evidenti che ne rendono complessa la standardizzazione della piegatura.
Aggiungiamo il fatto che quest’ultima, tra i processi a deformazione, è da considerarsi tra i più complessi in quanto costringe il materiale a subire grandi deformazioni in piccole aree con conseguenti tensioni e stress molto elevati.
Ecco perché, ogni qualvolta abbiamo bisogno di fare una prova, possiamo ottenere risultati sufficientemente affidabili esclusivamente simulando tutte le situazioni che poi ritroveremo nei pezzi effettivi.
Pena, una buona probabilità di incappare in situazioni disastrose.
Pensa che ho conosciuto aziende che chiedono ai piegatori di fare delle prove di esecuzione di pezzi complessi su campioni di ferro… per poi tagliarli in inox!
Questi sono casi limite, ma allora
COSA BISOGNA REALMENTE VALUTARE?
1. IL MATERIALE
Per le prove usa lo stesso tipo di materiale che si utilizzerà in produzione, meglio sé stesso pacco anzi, se possibile, stessa lamiera.
2. LO SPESSORE DELLA LAMIERA
Avendo cura di non avere scostamenti eccessivi.

3. GLI UTENSILI DA UTILIZZARE IN FASE DI PIEGATURA
Fondamentale è che gli stessi utensili vengano adottati sia per piegare la lamiera di campione, che i pezzi definitivi.
4. IL SENSO DI LAMINAZIONE
Necessario soprattutto in presenza di materiali molto anisotropici (che risentono delle “fibre”) tipo un AISI 430, l’alluminio o l’acciaio al carbonio S355.
Anche se, in generale, è bene sempre valutare questa componente.
DUE ESEMPI:
- Piegare con un raggio ampio (tipo utensile con tondo diametro 50mm) un 30/10 di ferro, può facilmente generare due sviluppi diversi a seconda del senso di laminazione.
Ecco perché il campione dovrà avere le fibre orientate allo stesso modo del pezzo definitivo, e di tutti quelli identici che eventualmente si avranno da fare.
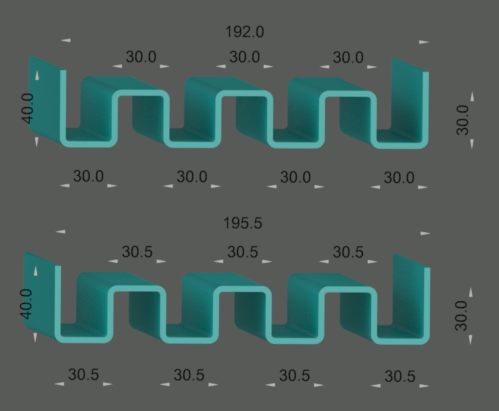
- Un altro caso è la realizzazione di pezzi larghi con molte pieghe (tipo longheroni complessi).
È molto facile che verranno disposti nel nesting con le fibre di laminazione parallele al lato lungo, quindi anche la striscia di prova (che in genere può essere tranquillamente larga 100 mm) dovrà porre la stessa condizione!
5. LA FORMA
Quindi il rapporto tra larghezza e spessore identico al pezzo da piegare successivamente.
È una condizione meno frequente e, per questo, più soggetta ad errori.

Immaginiamo di avere un pezzo da 15mm di spessore da piegare e largo solo 30-40 mm.
Assomiglia di più ad un piatto trafilato che ad una lamiera e il materiale, in piegatura, tenterà di sfogare ai lati, modificando lo spessore della parte piegata in maniera anomala.
Mi spiego: in presenza di un rapporto tra larghezza e spessore da 5 in giù, è bene evitare di fare una prova su un pezzo diverso.
Esempio: se ho un pezzo largo 25 mm e con spessore di 10mm, non farò una provetta con una larghezza di 100mm.
Come noto, ci possono essere delle situazioni che creano comunque qualche differenza tra ciò che avevamo immaginato e ciò che abbiamo invece ottenuto.
Chiaro che, tuttavia, operare con più attenzione possibile diminuisce statisticamente in maniera drastica l’errore dimensionale che fisiologicamente ci ritroveremo poi.
LA PIEGATURA È UN TEMA VASTISSIMO, RICCO DI SFACCETTATURE.
DOVERE DI TUTTI È NON SOTTOVALUTARLA MAI!
Se ti va di leggere altri consigli o trucchetti riguardo la piegatura della lamiera hai un sacco di opzioni!
Scrivimi una mail all’indirizzo emiliano@accademiadellapiegatura.it
Visita il sito internet www.accademiadellapiegatura.it
Lascia il tuo Mi Piace alla pagina Facebook di AdP
Diventa un mio collegamento su LinkedIn
Iscriverti al canale YouTube