
Piegare la lamiera con la pressa piegatrice, una macchina estremamente versatile, offre non pochi spunti
di riflessione oltre ad innumerevoli filosofie di pensiero e interpretazioni.
Ci sono tuttavia degli accorgimenti che reputo obbligatori
per perseguire i due obbiettivi fondamentali:
la qualità e l’efficienza.

Durante i corsi di Accademia della Piegatura emergono spesso delle questioni che si ripetono e che molte volte colgono del tutto impreparati i professionisti del settore, nonostante gli anni di esperienza che portano sul groppone.
Un paio di settimane fa, mentre svolgevo la seconda giornata di formazione presso una nota azienda metalmeccanica, la spinosa questione degli sviluppi (come sempre) venne alla luce.
Se sei un progettista, sicuramente quando devi disegnare un pezzo di lamiera piegata adotterai un raggio interno di un certo valore, molto spesso pari allo spessore.
Esempio: un carter di lamiera da 30/10 di spessore si merita un raggio interno delle pieghe di 3 mm.
E questo diventa un assioma!
Ma alla fine, sinceramente, che ti frega?

Il pezzo va inviato al terzista di turno che, se ha a cuore la qualità, è costretto a fare un lavoro certosino di verifica e revisione in base alle modalità di lavorazione della sua azienda e dei suoi ragazzi.
A te interessa il pezzo finito, più che come vada fatto…
Però, se vogliamo essere puntigliosi, se non a te direttamente, dovrebbe interessare alla tua azienda il costo che hanno le revisioni fatte agli uffici tecnici dei terzisti.
Il ruolo di questi ultimi, infatti, è di fondamentale importanza: l’ufficio tecnico del terzista rappresenta il filtro primario che separa il possibile dall’assurdo e non solo…
Se sei un disegnatore di un’azienda terzista, capisci perfettamente ciò che scrivo.
Ti spetterebbe (il condizionale è d’obbligo) prenderti la briga di adottare tutte quelle contromisure necessarie affinché un pezzo che viene tagliato, piegato, saldato e rifinito assomigli il più possibile al disegno del cliente.
Assomigli? Già!
Più il pezzo è somigliante al disegno tecnico e più si sta lavorando in qualità.
Non è una cosa da poco, anche perché qualità ed efficienza vanno a braccetto.
Vivi la favola di pezzi con lo sviluppo sufficientemente esatto da permetterti di fare pochissimo scarto?
Bravissimo! Uno scarto è un’occasione mancata di guadagno e una coltellata all’efficienza.
Magari, anche se nella tua azienda (come in moltissime altre) si fa la marmellata senza sapere cosa sia la frutta, ossia, si conoscono gli effetti ma non le cause, il risultato che riuscite ad ottenere è ugualmente soddisfacente e ci siete arrivati a forza di prove.
Ma oggi non voglio parlare di fattore k, sviluppi e modalità per raggiungerli, ma più che altro di una linea di pensiero, un “modus operandi” che, se percorsa d’abitudine, regala molte soddisfazioni.
Quante volte hai visto il tuo capo reparto incazzato come Predator perché i pezzi che ha fatto
il suo piegatore amico e confidente (sempre Franco lo chiamo) sono corti?

Quante volte senti dire “Quella matrice MANGIA più materiale“?
Credi davvero che una cava possa spalancare le sue fauci e divorare dei bocconi di lamiera?
Curiosamente, poi, sono sempre le matrici più piccole che mangiano di più: forse lo fanno perché hanno bisogno di crescere!
Ma al di là di facili ironie, l’espressione “mangiare materiale” denota ancora una volta che si conosce l’effetto, ma non ci si rende conto del perché.
È un po’ come quando Tolomeo diceva che il sole ruota attorno alla terra per spiegare il fenomeno arcano del giorno e della notte…
Ma niente paura! Non c’è di mezzo la stregoneria!
Questo trascendentale fenomeno che fa sì che due diverse matrici “allunghino o accorcino” i pezzi che hai sistemato in ufficio con tanto amore si può spiegare con una scienza molto sofisticata: la geometria di quarta elementare!
Sappi, che tu sia progettista, disegnatore, piegatore o che so io, che se
il semplice concetto che di seguito viene esposto può far modificare le tue abitudini
e che molte problematiche legate agli sviluppi puoi risolverle a monte.
Ora facciamo un esempio:
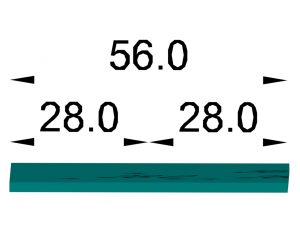
Nei disegni che seguono abbiamo una L da 20/10 di S235 (quello che volgarmente chiamiamo tutti “ferro”)
che è stata tagliata senza alcuna precauzione sullo sviluppo e che, nei sogni del progettista,
doveva misurare 30mm esterni per lato.
Quindi si fa presto: un bel taglio netto a 56 e buona notte al secchio.
- Il disegnatore per nulla accorto e poco interessato alla qualità vede che si tratta di uno spessore piuttosto fine e quindi decide di non perdere nemmeno un attimo della sua vita a fare la benché minima valutazione.
Quindi, in men che non si dica, piglia e fa tagliare così com’è.
- Il passo successivo è il laserista che, si sa, di queste questioni tende a non volerne sapere nulla: il suo compito, dice, è tutt’altro!
- Ed ecco che arriva il pezzo da Franco che, già stufo alle 9 di lunedì, non sta a cambiare matrice e piega con ciò che ha montato, poi misura e “Oibò!” – si dice – “l’altra volta cresceva, ora cala… Quei tordi dei commerciali comprano lamiere oscene.”
Sembra un quadretto ironico, ma è esattamente ciò che succede molto più spesso di quanto mi aspettassi.
Il progettista disegna, il disegnatore terzista valuta e se è il caso corregge,
il laserista manda avanti, il piegatore piega
e chiudendo un occhio maledice la prima figura professionale non presente.
Il cliente smadonna.
Ora, per perseguire la qualità e l’efficienza di cui scrivevo prima, è necessario creare dei paletti fissi e dei canali di comunicazione solidi e affidabili tra i reparti.
Il concetto è semplice, più difficile applicarlo. Scendiamo nel dettaglio adesso.
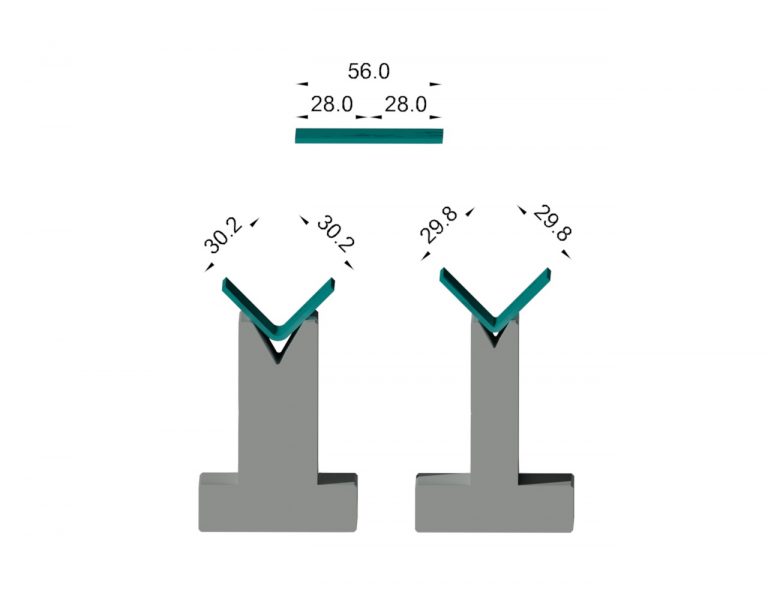
Non mangia niente nessuno
il solo fatto fisico che oltre che ad aver bisogno di più forza per piegare un pezzo con una matrice più stretta rispetto ad una più larga, ottengo pure un raggio interno notevolmente più piccolo fa risultare uno sviluppo diverso a seconda della soluzione adottata.


Il concetto è semplice da capire, ma nuovo per molti.
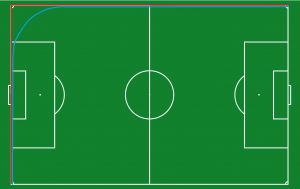
Immaginiamo di percorrere due lati a piedi di un campo da calcio seguendo la linea bianca accuratamente.
(Percorso rosso)
Avrò compiuto una certa strada.
Se, però, a pochi metri dall’angolo inizio a tagliare la curva secca con una curva di qualche metro di raggio, ovviamente farò meno strada!
(Percorso blu)
E quindi, a parità di strada da percorrere (lo sviluppo iniziale), mi fermerò in prossimità o oltre la linea di fondo.
Se scomponessimo un pezzo piegato a L in due tratti dritti e un tratto deformato, a parità di sviluppo, con un raggio piccolo avrò tratti dritti più lunghi e di conseguenza un pezzo dalle misure esterne che “calano” rispetto al medesimo piegato con un raggio interno maggiore!
Quindi, è di fondamentale importanza sapere per lo meno con quali utensili intendiamo far piegare il pezzo che stiamo disegnando, per non incappare in brutte sorprese.
La conseguenza è che tassativamente in produzione devono rispettare l’attrezzaggio che è stato previsto in fase di disegno o di progettazione.
Affinché questa condizione risulti soddisfatta, ci vuole un lavoro di squadra
tra la produzione e l’ufficio, senza remore o pregiudizi.
Il disegnatore di solito non è un piegatore, tanto meno lo è un progettista!
Va da sé che ogni volta che uno sviluppo viene sistemato, deve essere indicata almeno la larghezza della matrice da utilizzare a chiare lettere sul disegno.
Per i progettisti:
sarebbe molto interessante sapere quali attrezzi hanno in casa le aziende terziste a cui vi appoggiate e quali sono solite utilizzare per realizzare i vostri pezzi, così da togliere un sacco di lavoro inutile all’ufficio tecnico delle stesse.
Se un pezzo viene previsto dall’inizio con i corretti raggi interni, possiamo avvicinarci moltissimo alla condizione reale che si verificherà in produzione.
Altro concetto che ha del comico…
Proprio perché la questione dei raggi è una cosa piuttosto avvolta dal mistero, capita spesso che alcuni disegnatori sistemino gli sviluppi dei pezzi andando a modificare il fattore k del software di unfold
Personalmente la vedo come una stortura, anche se forse è la strada più comoda.
Il fattore k (vedi l’articolo PIEGATURA E DISEGNO: CAPIRE IL FATTORE K) è molto più legato al materiale ed è sicuramente più stabile come “ingrediente” per lo sviluppo che non fa il raggio interno di piegatura.
Infatti in condizioni normali, nella stra grande maggioranza dei casi, con un rapporto tra raggio interno/spessore da 0,65 a 1, sta a circa un terzo dello spessore partendo dal raggio interno.
Quindi, in parole povere, sarebbe come tagliare la pianta per raggiungere i frutti invece di utilizzare la scala:
ci si arriva lo stesso, per carità, ma non sarebbe proprio la strada più logica e corretta da perseguire!
Se hai avuto la pazienza di leggere tutto questo papiro di articolo significa che, sotto sotto, in qualche cosa ti sei riconosciutoo che hai avuto a che fare con situazioni simili.
Questa non è l’unica strada che consente di risparmiare risorse e quindi denaro sonante adottando allo stesso modo un percorso di qualità.
Ce ne sono diverse altre di cui, per essere competitivi nel mercato di oggi, non puoi più fare a meno!
Per questo ti invito a visitare il sito dell’Accademia della Piegatura e di partecipare ai nostri corsi di formazione, o da noi o direttamente in azienda con un servizio del tutto su misura.
Se desideri puoi contattarmi direttamente scrivendo a:
emiliano@accademiadellapiegatura.it
Ma per non perderti nessun dettaglio sul mondo della piegatura della lamiera dovresti assolutamente:
Visitare il sito internet www.accademiadellapiegatura.it
Lasciare il tuo Mi Piace alla pagina Facebook di AdP
Diventare un mio collegamento su LinkedIn
Iscriverti al canale YouTube
Visita anche il sito e scopri tutti i corsi che Accademia della Piegatura propone: